|
|
您现在的位置 > 客户服务
立式加工中心的电气与PLC控制 |
| 发布时间:2020/1/10 15:48:00 |
立式加工中心的电气与PLC控制
加工中心是带有刀库和自动换刀装置,能够一次装夹连续对工件进行铣削、钻孔、镗孔、铰孔、攻丝等多工序加工的数控卷板机床。加工中心一般可以实现三轴联动,有的可以实现四轴或五轴联动。加工中心与其他数控卷板机床相比,主要特点是能够实现一次装夹完成多工序的加工。加工中心功能齐全,它大大减少了工件的装夹次数、测量和卷板机床调整的时间。不仅提高了工件的加工精度,而且减少了工件的周转、搬运和存放时间,提高了卷板机床的利用率。当要加工形状比较复杂并且精度要求高、品种更换频繁的工件时,加工中心的特点更明显。
加工中心按照布局形式可以分为卧式加工中心、立式加工中心、龙门式加工中心、万能加工中心。立式加工中心是比较常见的加工中心,本节以立式加工中心为例进行介绍。立式加工中心是指主轴中心线处于垂直状态的加工中心,结构大部分为固定立柱式,工作台为长方形。
一、立式加工中心的结构
图13所示是VMC850B立式加工中心外形结构图。立式加工中心主要由5部分组成。
(1)基础部件:它是立式加工中心的基础结构,由床身、工作台、导轨和立柱等结构
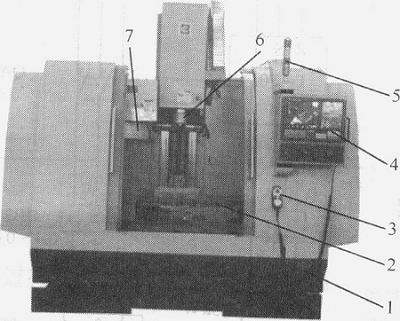
图13 VMC850B立式加工中心外形结构图
二、立式加工中心的运动形式及控制要求
(1)松紧刀控制:在紧刀状态下,按下外接松紧刀按钮(SF3)或按下CNC操作面板的松紧刀按键或执行松刀指令,松刀输出信号有输出,KF4线圈得电,KF4常开触点闭合。电磁阀MBl得电动作,改变气路推动活塞向松刀方向移动,当检测到松刀到位信号后松刀完成。在松刀状态下,松开外接松紧刀按钮(SF3)或松开CNC操作面板的松紧刀按键或执行紧刀指令,松刀输出信号停止输出,KF4线圈失电,KF4常开触点断开。电磁阀MBl失电,改变气路推动活塞向紧刀方向移动,当检测到紧刀到位信号后紧刀完成。
(2)刀库前进/后退控制:在刀库调试模式下,按下CNC操作面板刀库前进按键,刀库前行信号有输出,刀库向主轴方向移动;按下CNC操作面板刀库后退按键,刀库后退信号有输出,刀库向原位移动。在非调试模式下,当满足条件时,执行刀库前进指令,刀库前进信号有输出,刀库移动,检测到刀库前进到位信号后,指令执行完成;执行刀库后退指令,刀库后退信号有输出,刀库移动,检测到刀库后退到位信号后,指令执行完成。当刀库前进信号有输出,KF5线圈得电,常开触点闭合。电磁阀MB2得电,改变气路推动活塞,刀库向靠近主轴方向移动。当刀库后退信号有输出,KF6线圈得电,常开触点闭合。电磁阀MB3得电,改变气路推动活塞,刀库向远离主轴方向移动。
(3)刀盘旋转控制:在刀库调试模式下,按下操作面板刀盘顺时针转按键,刀库顺时针转信号有输出,刀盘顺时针旋转一个刀位后停止;按下操作面板刀盘逆时针转按键,刀库逆时针转信号有输出,刀盘逆时针旋转一个刀位后停止。在非刀库调试模式下,执行选刀指令,根据当前刀号和目标刀号选择最短路径,并计算需要经过多少个刀位。输出对应的刀盘旋转信号,当刀位计数信号变化一定次数后,停止刀盘旋转,选刀完成。到刀盘顺时针旋转信号有输出,KF2线圈得电,常开触点闭合。交流接触器QA2线圈得电,常开触点闭合、常闭触点断开j刀盘电动机开始顺时针旋转。当刀盘逆时针旋转信号有输出,KF3线圈得电,常开触点闭合。交流接触器QA3线圈得电,常开触点闭合、常闭触点断开,刀盘电动机开始逆时针旋转。
(4)自动换刀控制:自动换刀动作流程图,也是宏程序流程图如图9—17所示。
(5)冷却泵电动机控制:当CNC输出冷却信号,KFl线圈得电,KFl常开触点闭合后,QAl线圈得电,QAl主触点闭合,冷却泵电动机开始旋转。当CNC停止输出冷却信号或冷却信号没有输出时,KFl线圈失电,KFl常开触点断开,QAl线圈失电,QAl主触点断开,冷却泵电动机停止旋转。
三、主轴控制分析
VMC850B立式加工中心由交流主轴驱动器DAP03控制7.5kW交流主轴电动机。如图9.18所示,为主轴部分连接示意图。三相交流380V电源从R、s、T端接入,P和B连接制动电阻,u、V、w、PE连接交流主轴电动机电机线,接口CN2连接交流主轴电动机编码器,CNl连接控制信号线。控制信号线连接CNC和交流主轴驱动器,利用控制信号线中的信号能够实现CNC对主轴的控制,如:主轴的正反转控制、主轴转速控制、主轴准停等等;同时还有反馈信号反馈到CNC中,如:主轴转速反馈、速度到达、准停完成等。
本章通过几种典型机床的电气与PLC控制系统的分析和介绍,使读者了解各种电气控制线路的应用及一些典型机构的控制逻辑。进而掌握相关的机床电气与PLC控制系统的方法,提高了阅读电气控制线路图和故障分析的能力,同时也为设计一般电气控制线路打下基础。
分析数控卷板机床的电气与PLC控制系统时,首先应对该卷板机床的类型、使用的CNC、进给轴拖动形式、主轴拖动形式、CNC操作、进给轴伺服驱动器功能及操作、变频器或主轴伺服驱动器功能及操作、各部件的动作逻辑等有一般的了解。在此基础上,无论采用哪种读图法,都首先阅读主电路和执行元件电路,看其如何反应拖动特点及各电动机的控制和保护情况;然后再阅读控制电路,看控制线路是如何实现上述要求的。在分析控制线路时,可按控制功能的不同,划分成若干基本控制环节,逐一进行分析。在分析时,要逐一分析它们之间的相互连锁关系,最后再全面地看整个线路。所以,在分析控制电路时,可按“化整为零看线路,积零为整看全部”来进行,同时还要注意CNC内置PLC逻辑控制与机床电动机控制相结合。最后再阅读其他辅助电路。如果能进行现场教学,那么将更有助于增强实践和提高读图能力。
|
|



